I’ve got recently relatively strange behaviour - when I trigger sequences from farmware (loop plants or MLH) I get timeouts on Z axis movement. Z axis very very slowly moving up, but it takes to long to execute a movement.
I can move Z axis without problems, in case I use farmbot sequences & relative movements.
Any ideas what could be the cause?
(I’ve checked voltage, overheating of stepper drivers. I use 1/2 microstepping on Z axis)
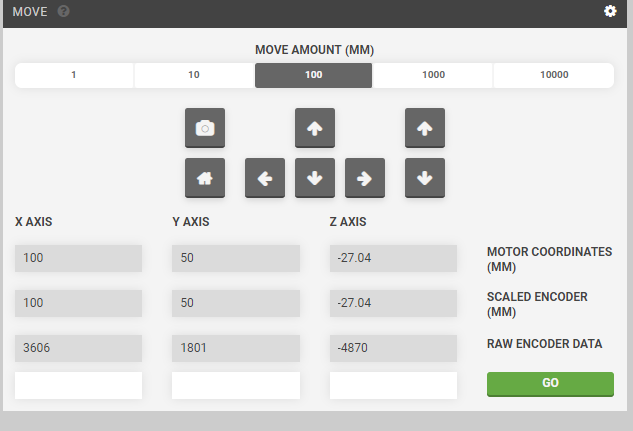
Try to measure the distance that the bot moved. 50mm are 5cm which also can be a couple of centimeters for us
Your position after moving seems to be corrected by the encoders to 27mm … So there might also be a mistake in your encoder/step per mm settings … But we will see if you can measure the travelled distance
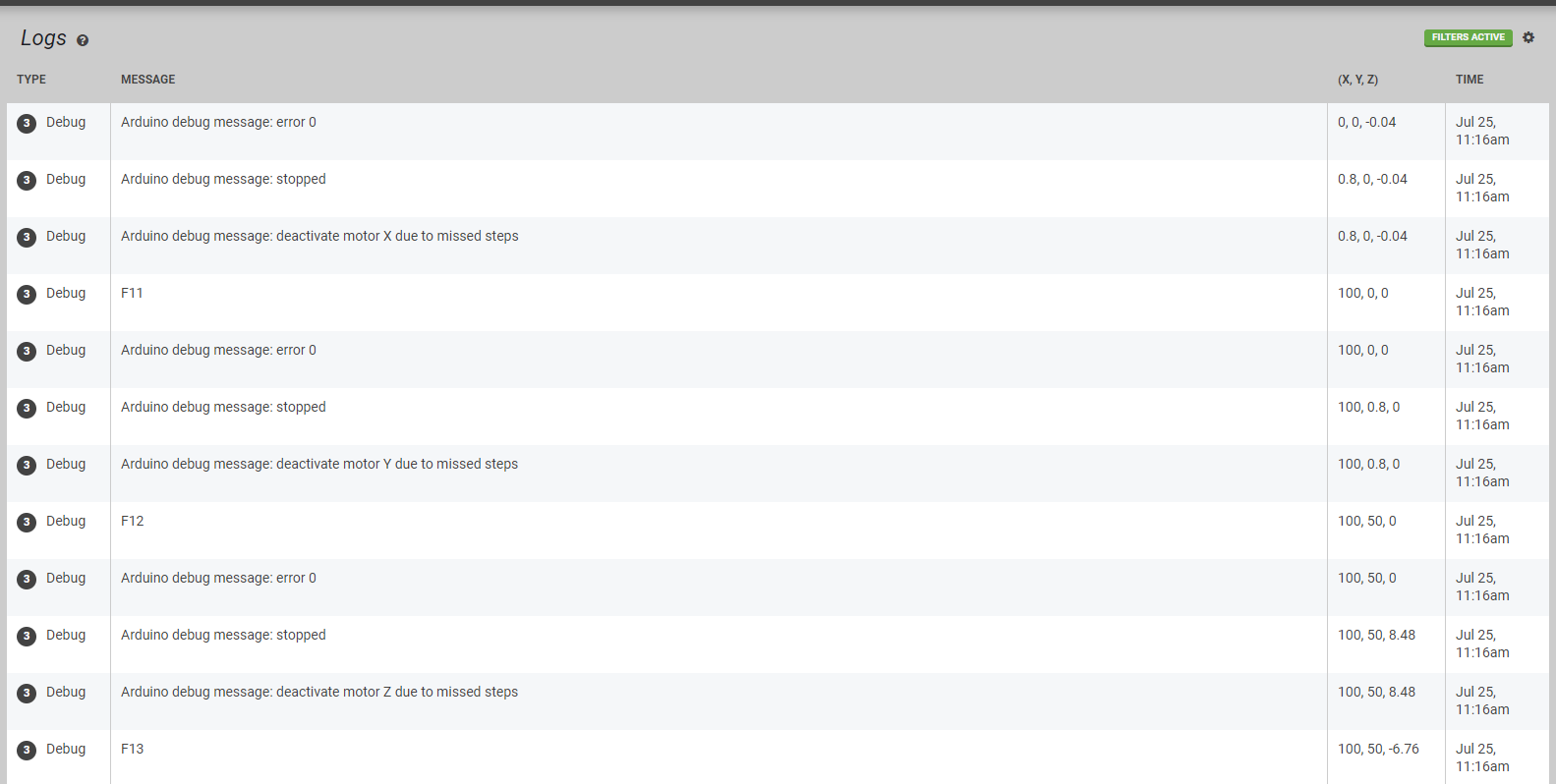
From time to time I also get “Arduino debug message: deactivate motor Z due to missed steps”. the screenshot below is during homing, but I have this from time to time also during problematic movements of Z axis inside a sequence.
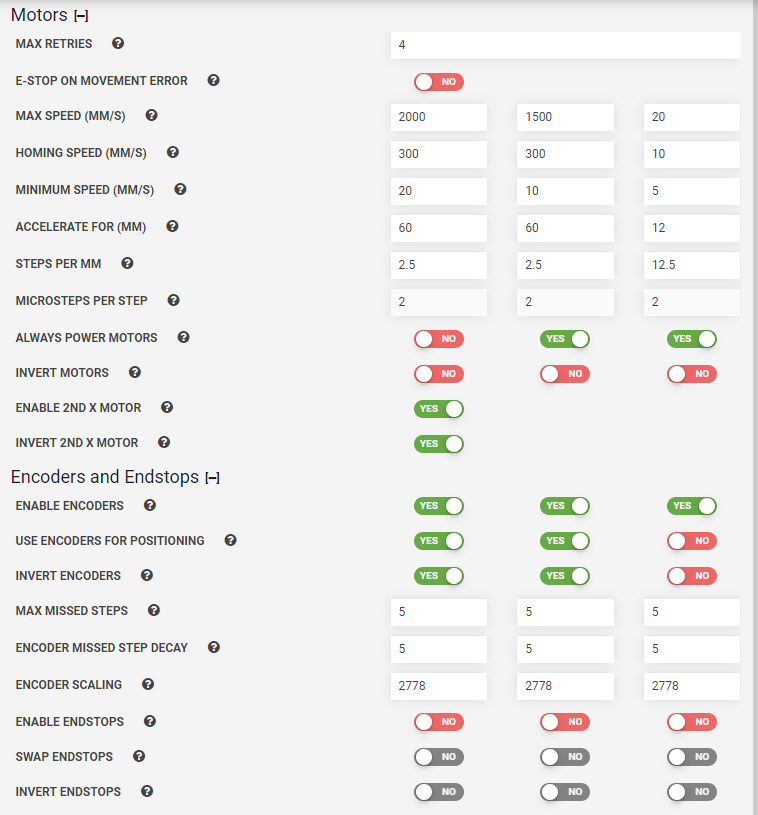
Your Steps per MM config seems a bit strange to me. I believe that all your axes are not moving the correct distances. It would be great if you could check this.
If I am correct you would need to change the STEPS PER MM to the default values (5,5,25) and only change the MICROSTEPS PER STEP just as you did (2 for 1/2 stepping).